
Article Categories
- All Categories
-
 Data Structure
Data Structure
-
 Networking
Networking
-
 RDBMS
RDBMS
-
 Operating System
Operating System
-
 Java
Java
-
 MS Excel
MS Excel
-
 iOS
iOS
-
 HTML
HTML
-
 CSS
CSS
-
 Android
Android
-
 Python
Python
-
 C Programming
C Programming
-
 C++
C++
-
 C#
C#
-
 MongoDB
MongoDB
-
 MySQL
MySQL
-
 Javascript
Javascript
-
 PHP
PHP
-
 Economics & Finance
Economics & Finance
Submerged Arc Welding: Process, Advantages, Limitations and Applications
What is Submerged Arc Welding?
Submerged arc welding (SAW) is a welding process that involves the formation of an electric arc between a continuously fed electrode and the workpiece to be welded. The process of submerged arc welding was developed by the Linde-Union Carbide Company.
SAW requires a continuous fed of consumable solid or flux cored tubular electrode. In case of submerged arc welding, the molten weld and the arc are protected from the atmospheric contamination by being submerged under a blanket of granular fusible flux consisting of lime, silica, manganese oxide, calcium fluoride and other compounds.
A simplified schematic diagram of submerged arc welding is shown in the figure below.
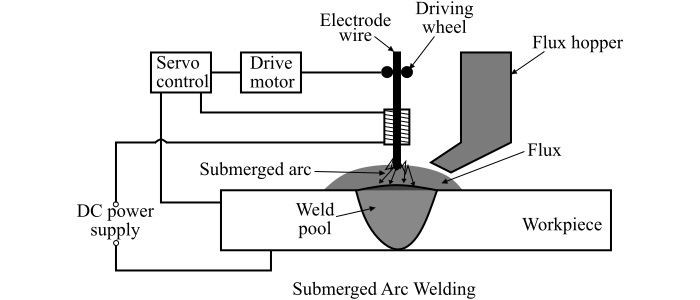
The flux in molten state becomes conductive and provides a path for the current flow between the electrode and the workpiece. Also, the layer of the flux completely covers the molten metal and hence preventing the spatter and sparks. This layer also suppresses the intense ultraviolet radiation and fumes.
Submerged arc welding can be operated in either manual mode or automatic mode or semi-automatic mode (handheld welding gun). Normally, SAW is limited to the horizontal welding position, however, horizontal groove position weld has been done with a special arrangement to support the flux. In case of SAW, the deposit rate is about 45 kg/h. The welding current for the submerged arc welding varies from 300 A to 2000 A.
With SAW, single or multiple electrode wire variations of the welding process exist. In this welding process, constant voltage welding power supplies (AC or DC) are most commonly used, although, a constant current power supply in combination with a voltage sensing wire feeder may also be used.
Advantages of Submerged Arc Welding
Some of the primary advantages of submerged arc welding are given as follows −
In case of SAW, the rate of deposition of material is very high, about 45 kg/h.
With submerged arc welding, strong welds are readily made with good process design and control.
SAW gives deep weld penetration.
Practically, edge penetration is not necessary with the submerged arc welding process.
SAW produces minimal welding fume and arc light.
With submerged arc welding process, high speed welding of thin sheet steels up to 5 m/min. is possible.
In mechanized applications, SAW gives high operation factor.
Submerged arc welding process is suitable for both indoor and outdoor applications.
In case of SAW, 50 % to 90 % of the flux is recoverable.
Distortion is much less with the submerged welding process.
The welds produced by the submerged arc welding are strong, uniform, ductile, and corrosion resistant.
There is no chance of spatter of the weld because the arc is always covered by a blanket of flux.
Limitations of Submerged Arc Welding
Following are the limitation of the submerged arc welding as −
SAW can only be used for welding of ferrous materials like steel or stainless steel and some nickel based alloys.
Submerged arc welding process requires relatively troublesome flux handling systems.
Submerged arc welding process requires inter-pass and post weld slag removal.
The residues of flux and slag can present the health and safety concerns.
SAW is limited to the 1F, 2F and 1G welding positions only.
Applications of Submerged Arc Welding
The submerged arc welding process is used for following −
SAW is suitable for welding of carbon steels, as in structure and vessel construction.
Submerged welding process is used for welding of low alloy steels.
It is also used for stainless steels and nickel based alloys.
SAW can also be used for surfacing applications such as wear-facing, corrosion overlay of steels, etc.

6K+ Views
