
Article Categories
- All Categories
-
 Data Structure
Data Structure
-
 Networking
Networking
-
 RDBMS
RDBMS
-
 Operating System
Operating System
-
 Java
Java
-
 MS Excel
MS Excel
-
 iOS
iOS
-
 HTML
HTML
-
 CSS
CSS
-
 Android
Android
-
 Python
Python
-
 C Programming
C Programming
-
 C++
C++
-
 C#
C#
-
 MongoDB
MongoDB
-
 MySQL
MySQL
-
 Javascript
Javascript
-
 PHP
PHP
-
 Economics & Finance
Economics & Finance
Electroslag Welding – Definition, Process, Advantages & Applications
Electroslag welding (ESW) is a high productive and single pass welding process, in which the heat required for welding is generated by passing an electric current between the consumable electrode and the workpiece through a molten slag covering the weld surface.
The Electroslag welding process is mainly used for welding of thick (more than 25 mm to about 300 mm) materials in a vertical or close to vertical position.
Process of Electroslag Welding
In Electroslag welding, the electric arc is initially struck by a wire that is fed into the desired weld location and then welding flux is added. Some additional welding flux is added until the molten slag reaching the tip of the electrode, which extinguishes the arc. The wire is then continuously fed through a consumable guide tube into the surface of the metal workpieces and the filler metal are melted using the resistance of the molten slag to cause coalescence.
Then, the wire and the guide tube move up along the workpiece, while a copper retaining shoe that was put into place before starting is used to keep the weld between the plates that are being welded.
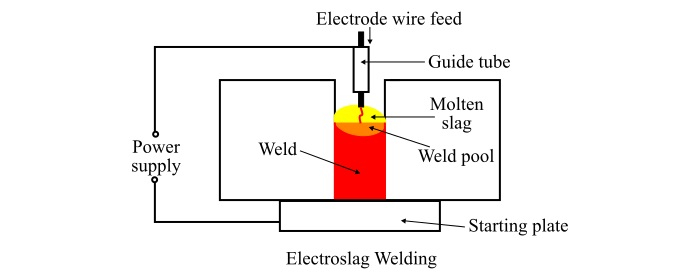
The temperature of the slag reaches about 1900 °C. This high temperature is sufficient for melting the consumable electrode and the edges of the workpiece. Thus, the metal droplets fall to the weld pool and join the workpieces.
Electroslag welding process uses a DC voltage ranging from 40 to 50 volts and the welding current is about 600 A. Although, higher currents are required for thicker materials.
Advantages of Electroslag Welding
The main advantages of the Electroslag welding are given below.
Electroslag welding requires no special joint preparation.
In Electroslag welding process, the welding is accomplished in a single pass. Thus, it is cost effective process.
Welding flux consumption is lower in case of Electroslag welding.
It gives high deposit rate, up to 20 kg/h.
Due to uniform heating of the weld area, the distribution and residual stresses are reduced to the minimal amounts.
Electroslag welding process requires less electric power per kg of deposited metal.
Applications of Electroslag Welding
Some of the applications of the Electroslag welding are given below −
Electroslag welding is mainly used to join low carbon steel plates and sections that are very thick.
If certain precautions are observed, then the Electroslag welding can also be used on structural steel.

2K+ Views
