
Article Categories
- All Categories
-
 Data Structure
Data Structure
-
 Networking
Networking
-
 RDBMS
RDBMS
-
 Operating System
Operating System
-
 Java
Java
-
 MS Excel
MS Excel
-
 iOS
iOS
-
 HTML
HTML
-
 CSS
CSS
-
 Android
Android
-
 Python
Python
-
 C Programming
C Programming
-
 C++
C++
-
 C#
C#
-
 MongoDB
MongoDB
-
 MySQL
MySQL
-
 Javascript
Javascript
-
 PHP
PHP
-
 Economics & Finance
Economics & Finance
What is Carbon Arc Welding?
Carbon arc welding is used for welding copper and its alloys. In this method, the carbon electrode is used which is kept negative with respect to work if DC supply is used. It is because, if the carbon electrode is made positive, the carbon particles have a tendency to go into the welded joint and make it brittle. Therefore, the electrode in carbon arc welding is always kept negative and the work positive.
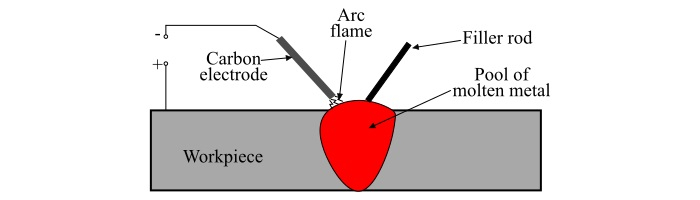
For carbon arc welding, only DC supply can be used. In this welding method, the heat from the arc forms a molten pool and the extra metal required to make the weld is supplied by a filler rod of the same material as that of the molten metal.
There are two methods used for carbon arc welding as −
In the first method, no flux is used. Therefore, this method of carbon arc welding is limited to non-ferrous metals.
In another method, the flux is used either in the form of powder or paste to prevent the weld from oxidation. Therefore, this method of carbon arc welding is usually applied for ferrous metals.
The voltage required for producing an arc with the carbon electrodes is about 30 Volts in case AC supply and 40 Volts of DC supply.
Electrodes
In carbon arc welding, the electrodes used are made of carbon or graphite and are usually 300 mm long and 2.5 - 12 mm in diameter.
Graphite electrodes are harder, more brittle and last longer than carbon electrodes.
Graphite electrodes can withstand higher current densities but their arc column is harder to control.
Advantages of Carbon Arc Welding
The advantages of carbon arc welding are given as follows −
Carbon arc welding is easily adaptable to automation.
In carbon arc welding, the temperature of the molten pool can be easily controlled by changing the arc length.
Carbon arc welding can be easily adapted to inert gas shielding of the weld.
Carbon arc welding can be used as an excellent heat source for many welding processes such as soldering, brazing and braze welding, etc.
Disadvantages of Carbon Arc Welding
The disadvantages of carbon arc welding are as follows
Carbon arc welding can only be used on DC supply.
The carbon electrode requires approximately twice the current to raise the temperature of the work to welding temperature as compared with metal electrode.
If any filler material is required, then a separate filler rod has to be used in the carbon arc welding.
In carbon arc welding, blow holes occur due to magnetic arc blow, especially when welding near edges of the work-piece.
In carbon arc welding, the arc serves only as a source of heat and it does not transfer any metal to reinforce the weld joint.
Applications of Carbon Arc Welding
The carbon arc welding is commonly used in following application
Carbon arc welding is useful for welding thin high-nickel alloys.
With the carbon arc welding, the model metal can be easily welded by using a suitable coated filler rod.
Carbon arc welding can be used for welding the galvanised sheets using the copper-silicon-manganese alloy filler rod.
The carbon arc welding can also be used for welding stainless steel of thinner gauges with excellent results.
The carbon arc welding is adaptable for automation particularly where the amount of weld deposit is large and the materials to be fabricated are of simple geometrical shapes such as water tanks.

8K+ Views
