- Shop Floor Mngmt - Home
- Shop Floor Mngmt - Introduction
- Types of Productions
- Shop Floor Mngmt - Layout
- Shop Floor Mngmt - Process Flow
- Shop Floor Mngmt - Setup
- Shop Floor Mngmt - Control
- Shop Floor Mngmt - Communication
- Shop Floor Mngmt - Organization
- Shop Floor Mngmt - Safety
- IT & Automation
Shop Floor Management - Organization
In a balanced organization, working towards a common goal, there is success.
Arthur Helps, an English writer
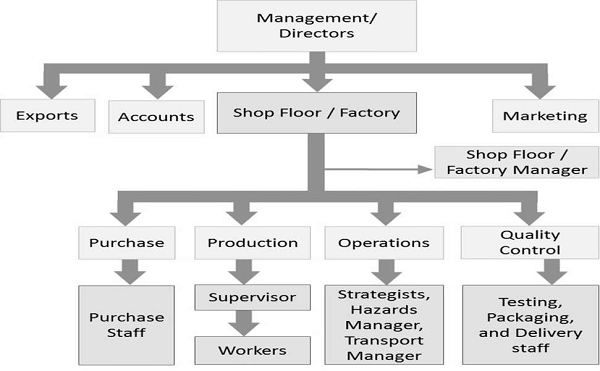
A shop floor is a small organization within a large one. It is a subset of the business enterprise where all the tangible production takes place. Within a shop floor there are various smaller departments, operations and responsibilities.
Shop Floor Departments
The following departments work under a factory or a shop floor −
- Purchase Department
- Production Department
- Operations Department
- Quality Control Department
Let us now discuss in detail about each of these departments.
Purchase Department
It is responsible for recognizing the need to purchase, receiving quotes or proposals and procuring the required material. Purchasing department determines the vendors compliance, deals with suppliers and assesses incoming materials cost and quality. It finally deals with the accounts department for actual purchase.
Production Department
It works in three stages as shown below −
Pre-production − Preparing the material for use by inspecting, curing or cleaning.
Production − Using the material for actual production/assembly/processing.
Post-production − Sorting the finished products as per the types/variants and packaging them.
Production department is responsible for creating/building products with different variants if required. It also strives to manufacture or assemble with ideally zero flaws.
Operations Department
This department is responsible for directing and developing. It determines processes and product volume, plans and controls shop floor workflow and steers the shop floor operations. It is also responsible for delivering results without time delays.
Quality Control Department
It is responsible for testing the product against criteria set for optimum quality. It ensures that the product is not contaminated or damaged. It approves or rejects raw material, finished product or packaging material. It reviews all records for quality and completeness of order before sending to dispatch or distribution. This department investigates the customers complaints and maintains a rapport with the vendors.
Shop Floor Staff Members
There are several personnel who will be working on the shop floor, the most significant ones are as follows −
- Shop Floor Manager
- Supervisor
- Foremen
- Workers
- Operatives
Let us now understand what are the roles and responsibilities of each of these personnel.
Shop Floor Manager
The manager is responsible to manage staff and resources on the shop floor. He is also responsible for training the new employees and subordinates, introducing them to the work culture and solving their work-related problems. The shop floor manager needs to work hand in hand with the production manager.
Supervisor
The supervisor is responsible to keep the track of the operations on the shop floor and bring it to the notice of the concerned person, if something goes wrong. He works as an assistant to the shop floor manager and his main duty is to get the things done.
Foremen
They get their position by the virtue of experience in the job instead of through formal training. They do same tasks as supervisors do under the shop floor manager. They teach others how to perform a task correctly and efficiently. They read and follow designs or sketches. They can suggest changes if necessary. They contact private vendors for machinery and equipment. They also are the point of contact when working with other departments or agencies outside the organization.
Workers
They are the members who make things happen. The workers are responsible to get the things produced by assembling, tweaking and turning, sorting, packing and getting ready for distribution. The workers directly handle tools and machines to manufacture the product.
Operatives
They are the workers, who are expert in some specific function. They are a part of workers team. They need to undergo training on operating a machine or learning a skill. They also need to take basic education formally.
Managers Role in Staff Training
The manager is responsible to conduct trainings of his subordinates. The manager should adhere to the following protocols −
Take the staff training as a constructive event instead of looking at it as a machine downtime period and loss of production.
Develop a collection of knowledge bank what includes training resources such as videos, recorded seminars, books and instruction manuals.
Let the staff members access the knowledge bank easily.
Develop a training course structure as per the staffs cognitive level.
Contact outside training agencies for training his staff on special purpose machines or simulators.
What Happens When a Shop Floor is not Organized?
Following are some of the most common consequences of an unorganized shop floor.
- The workers dont find tools and equipment in place.
- The equipment or machinery start losing on their health.
- The shop floor space, working time and effort are wasted.
- Furthermore, it becomes difficult to quantify the waste.
- Material or ready product becomes prone to damages.
- It creates danger of accidents.
The 5-S Program for Shop Floor Orderliness
The 5-S program is a methodology to make the shop floor activities leaner. It was developed in Japan to empower the Just-in-Time (JIT) manufacturing. It includes five Japanese words depicting the guidelines to keep the shop floor well-organized with minimal waste and maximum efficiency.
Sort (Seiri)
This means keeping only what is required and eliminating what is not from the work area. Some of the most common instances are as follows −
Remove all the parts which are not in use.
Reduce or eliminate obstacles in the workplace.
Place unnecessary items that cannot be removed immediately in the red-tag area.
Prevent accumulation of unnecessary items in the work area.
Avail only as much material as required for immediate work.
Establish common area of exchange for tools and information.
Set in Order (Seiton)
This means placing the tools, equipment and information in proper order, so they can easily be found for future use. Some instances are as follows −
Arrange all the necessary items thematically for ease of availability.
Keep the tools at its proper place after use.
Keep the tools in the proximity of the work station.
Maintain safety while moving tools and equipment.
Place all the frequently used components and parts nearest to the work place.
Shine (Seiso)
This means cleaning the workplace. Some common instances are as follows −
As per the set cleaning frequency, clean your workplace.
Prevent deterioration of tools, machinery and other equipment.
Keep the workplace safe, easy and pleasing to work in.
When in place, anyone not familiar to the environment must be able to detect any problems within 50 feet in 5 secs.
Standardize (Seiketsu)
This means following the best practices consistently.
Identify and establish best practices in the work area.
Regulate best working practices among staff members.
Establish workflow when sharing of tools, equipment and other machines.
Assign who is responsible for which activity.
Sustain (Shitsuke)
This means maintaining the above four guidelines without being told.
Allow some time to get into best work practices.
Empower with result-oriented training sessions.
Observe and appreciate discipline.
Benefits of the 5-S Program
Here are some important and immediate benefits of the 5-S program execution −
Reduction in machine downtime.
Increase in safety.
Increase in orderliness.
Improvement in staff productivity and efficiency.
Improvement in cooperation and positivity among staff members.
Improvement in customer perception.
In the next chapter, we will discuss in detail regarding the crucial safety aspect of a shop floor.
