
Article Categories
- All Categories
-
 Data Structure
Data Structure
-
 Networking
Networking
-
 RDBMS
RDBMS
-
 Operating System
Operating System
-
 Java
Java
-
 MS Excel
MS Excel
-
 iOS
iOS
-
 HTML
HTML
-
 CSS
CSS
-
 Android
Android
-
 Python
Python
-
 C Programming
C Programming
-
 C++
C++
-
 C#
C#
-
 MongoDB
MongoDB
-
 MySQL
MySQL
-
 Javascript
Javascript
-
 PHP
PHP
-
 Economics & Finance
Economics & Finance
Direct Horizontal Core Type Induction Heating Furnace
Induction Heating Furnace
An electrical furnace in which the heat is produced by induction heating of metal, is called the induction heating furnace. The induction heating furnaces have the capacities range from less than 1 kg to 100 tons and are used to melt various metals like iron, copper, aluminium, etc.
Direct Core Type Induction Furnace
The schematic diagram of a direct horizontal core type induction heating furnace is shown in the figure below.
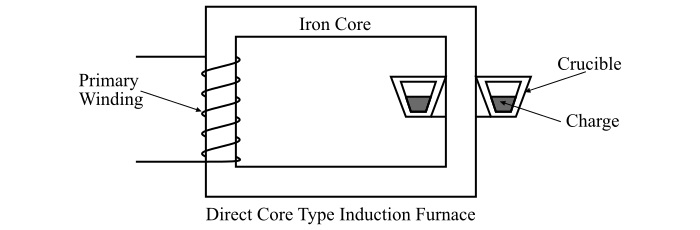
It works on the transformer action in which the charge to be heated forms a single-turn short-circuited secondary winding and it is magnetically coupled to the primary winding through iron core. The furnace has a circular part which contains the charge to be melted in the form of an annular ring.
When no molten metal is in the ring, the secondary winding becomes open-circuited thereby cutting off the secondary current. Thus, to start the direct core type induction furnace, the molten metal has to be poured in the ring.
As in this case the magnetic coupling between the primary and secondary windings is very poor, which results in high leakage reactance and low power factor. Therefore, in order to cancel the effect of high leakage reactance, low frequency, of the order 10 Hz, is used on the primary side.
Points to Note
Some of the important points about the direct core type induction furnace are listed below −
With the direct core type induction furnace, the melting of metals is rapid and clean and the charge is capable to control the temperature and the alloying elements accurately.
The direct core type induction furnace has inherent stirring action of the melt which ensures a greater uniformity of the end product.
If the current density exceeds about 500 A/cm2, then the current flowing around the melt interacts with the alternating magnetic field and exerts a constricting force on the cross-section of the metal which may squeeze it to an extent that can cause a complete interruption of the secondary circuit. This is known as pinch effect. The pinch effect results in the formation of bubbles and voids. When the secondary current is interrupted, the constricting forces vanish and the metal may flow as air. The pinch effect depends upon the frequency and power consumed in the heating process.
The direct core type induction furnaces are not suitable for intermittent services.
Drawbacks of Direct Core Type Induction Furnace
The direct core type induction furnace has the following main drawbacks −
In case of direct core type induction furnace, the magnetic coupling between the primary winding and the secondary winding is poor, which results in high leakage reactance and hence the low power factor.
The crucible used for holding the charge is of odd shape, which is not convenient from the metallurgical point of view.
As the direct core type induction furnace requires low primary frequency as the normal supply frequency causes the turbulence of the charge. Therefore, it requires either a motor-generator set or a frequency converter, which increases the cost of the heating.
There is pinching effect, i.e., formation of bubble and voids, in case of direct core type induction heating.
The direct core type induction furnace cannot function if its secondary circuity is not closed. Thus, for starting the furnace, a complete ring of the charge is formed around the core. Also, to start the furnace, an iron ring or a lining of graphite may be placed in the crucible.
Due to the above drawbacks, the direct core type induction furnaces have become obsolete these days.

5K+ Views
