
Article Categories
- All Categories
-
 Data Structure
Data Structure
-
 Networking
Networking
-
 RDBMS
RDBMS
-
 Operating System
Operating System
-
 Java
Java
-
 MS Excel
MS Excel
-
 iOS
iOS
-
 HTML
HTML
-
 CSS
CSS
-
 Android
Android
-
 Python
Python
-
 C Programming
C Programming
-
 C++
C++
-
 C#
C#
-
 MongoDB
MongoDB
-
 MySQL
MySQL
-
 Javascript
Javascript
-
 PHP
PHP
-
 Economics & Finance
Economics & Finance
Differences between Forehand Welding and Backhand Welding
During the welding process by the gas welding or arc welding, the gas flame or electric arc can be moved towards the direction of weld progression or opposite to the direction of the weld progression. Depending upon the direction of the move of flame or arc with respect to the weld bead, the welding techniques can be classified into two types viz −
Forehand Welding
Backhand Welding
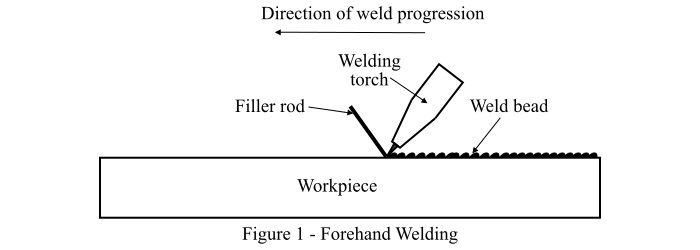
Forehand Welding
The gas or arc welding technique in which the flame or electrode advances in the direction of the weld progression is known as forehand welding. It is also known as push welding or forward welding. In forehand welding process, the welding torch remains just above the completed weld bead and the filler metal rod is applied ahead of the torch, as shown in Figure-1.
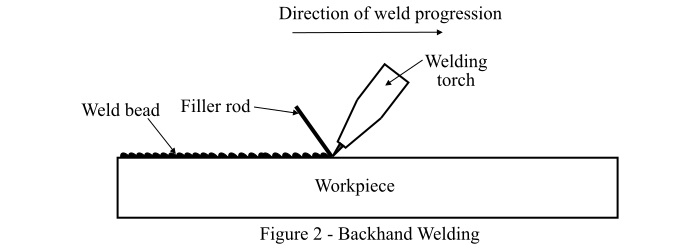
Backhand Welding
The gas or arc welding process in which the flame or arc moves in the direction opposite to the direction of the weld progression is called the backhand welding. It is also called pull welding or backward welding. In the backhand welding, the welding torch does not situate above the weld bead. In this welding process, the filler rod is also applied behind the welding torch as shown in Figure-2.
Differences between Forehand Welding and Backhand Welding
The following table compares and contrasts the various features of forehand welding and backhand welding.
| Forehand Welding | Backhand Welding |
|---|---|
| In the forehand welding, the welding electrode or gas flame moves in the direction of the weld progression. | In the backhand welding, the welding electrode or gas flame moves in the opposite direction of the weld progression. |
| In forehand welding, the welding torch is situated just above the deposited weld bead. | In backhand welding, the welding torch does not situated above the weld bead, rather it situated above the unfilled root gap. |
| In forehand welding technique, the welding torch makes an obtuse angle (about 135° to 150°) with the torch feed vector. | In backhand welding, the welding torch makes an acute angle (usually varies from 30° to 45°) with the torch feed vector. |
| In case of forehand welding process, the pre-heating of the workpiece takes place automatically. | No pre-heating of the base metal takes place in the backhand welding. |
| In forehand welding, no post-heating of the base metal occurs. | Post-heating of the deposited weld bead takes place in backhand welding. |
| Forehand welding creates more spatter. | Tendency of spatter formation is relatively less with the backhand technique. |
| In forehand welding technique, the weld zone has good visibility to the welder. | The backhand welding offers poor visibility of the weld zone to the welder. |
| Forehand welding is mainly used for joining of thin metal plates, up to 3 mm. | Backhand welding is suitable for joining of thicker metal plates. |
| Filler deposition rate is high in forehand welding. | Backhand welding has slow filler deposition rate. |
| In forehand welding, the filler metal is applied ahead of the welding torch. | In backhand welding, the filler metal is applied behind the welding torch. |

1K+ Views
